![]()
小径硬质合金钻头AD・ADO-MICRO


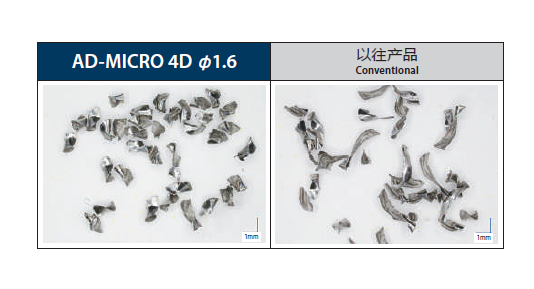

小径孔加工的主要问题根源在于排屑的不稳定性。AD-MICRO通过专为小孔加工优化的切削刃式样和槽型,即使在外部供油下也能形成稳定的切屑形态,实现小径孔的连续加工。
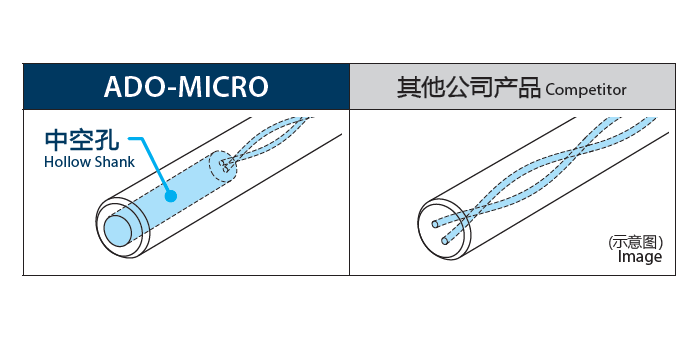
而内冷油孔ADO-MICRO,凭借卓越的排屑槽结构与油孔的双重优势,使小径深孔加工"稳定性"且"高效率"。即使是深孔也能进行无阶梯式加工,与阶梯加工相比,加工效率可提升约9倍。
产品特点

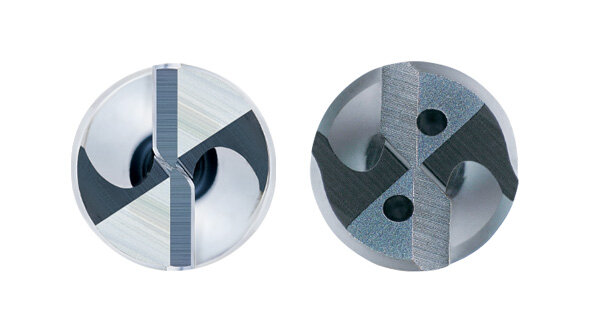
小径孔加工中最佳的切削刃式样。
实现卓越排屑性的槽型结构。
针对钻头式样优化的涂层
AD-MICRO:KeptA涂层
ADO-MICRO:IchAda涂层
 AD-MICRO:抑制外周圆弧角的崩损的SEG处理(※φ2以上尺寸适用)
AD-MICRO:抑制外周圆弧角的崩损的SEG处理(※φ2以上尺寸适用) ADO-MICRO:可使喷油量增大的油孔和带有中空孔的刀柄设计
ADO-MICRO:可使喷油量增大的油孔和带有中空孔的刀柄设计 ADO-MICRO:提高直进稳定性的双刃带设计
ADO-MICRO:提高直进稳定性的双刃带设计适用范围
低碳素钢・中碳素钢・高碳素钢・合金钢・调质钢(35~45HRC)・不锈钢・铸铁・球墨铸铁・铜合金・变形铝・铝合金铸件・钛合金・镍基合金・镁合金(刀具类型不同,对应的可加工材料也不同)
产品尺寸
小径硬质合金钻头
4D型(AD-MICRO 4D) φ0.5~φ3
10D型(AD-MICRO 10D) φ0.5~φ3
小径内冷油孔硬质合金钻头
2D型(ADO-MICRO 2D) φ0.7~φ2
5D型(ADO-MICRO 5D) φ0.7~φ2
小径内冷油孔硬质合金钻头 长刃型
12D型(ADO-MICRO 12D) φ1~φ2
20D型(ADO-MICRO 20D) φ1~φ2
30D型(ADO-MICRO 30D) φ1~φ2
加工数据
无阶梯式加工,加工效率提高9倍

环境保护
减少机械停止时间,节约能源
稳定的切屑形状能够减少因排屑问题导致的机械停止时间,从而缩短总加工
时间,降低耗电量。稳定的刀具长寿命有助于废弃物的减少,实现节约资源。

产品资料
相关视频


想了解更多详情,请就近联系我司销售人员
×

单击此处进行查询
如果您想咨询技术问题,请微信扫描以下二维码,联络省份对应的技术人员。
如果您需要购买我司产品或咨询订单相关问题,请联络下方分公司/事务所。