树脂加工
新标准
树脂加工
行业解决
方案
方案
OSG 为半导体、汽车和机床行业等提供能显著改善树脂加工质量的高品质刀具和先进加工技术。 要提升树脂加工的品质往往非常困难,因其难以固定且通常不可使用切削液。 OSG公司作为加工工具与技术的领军者,一直致力于解决树脂加工的难题。通过多年的研发和实践,OSG成功开发出了一系列先进的加工技术,可实现良好的加工表面质量和无毛刺、无翘曲且高效率高质量的加工,为树脂加工带来了革命性的突破。
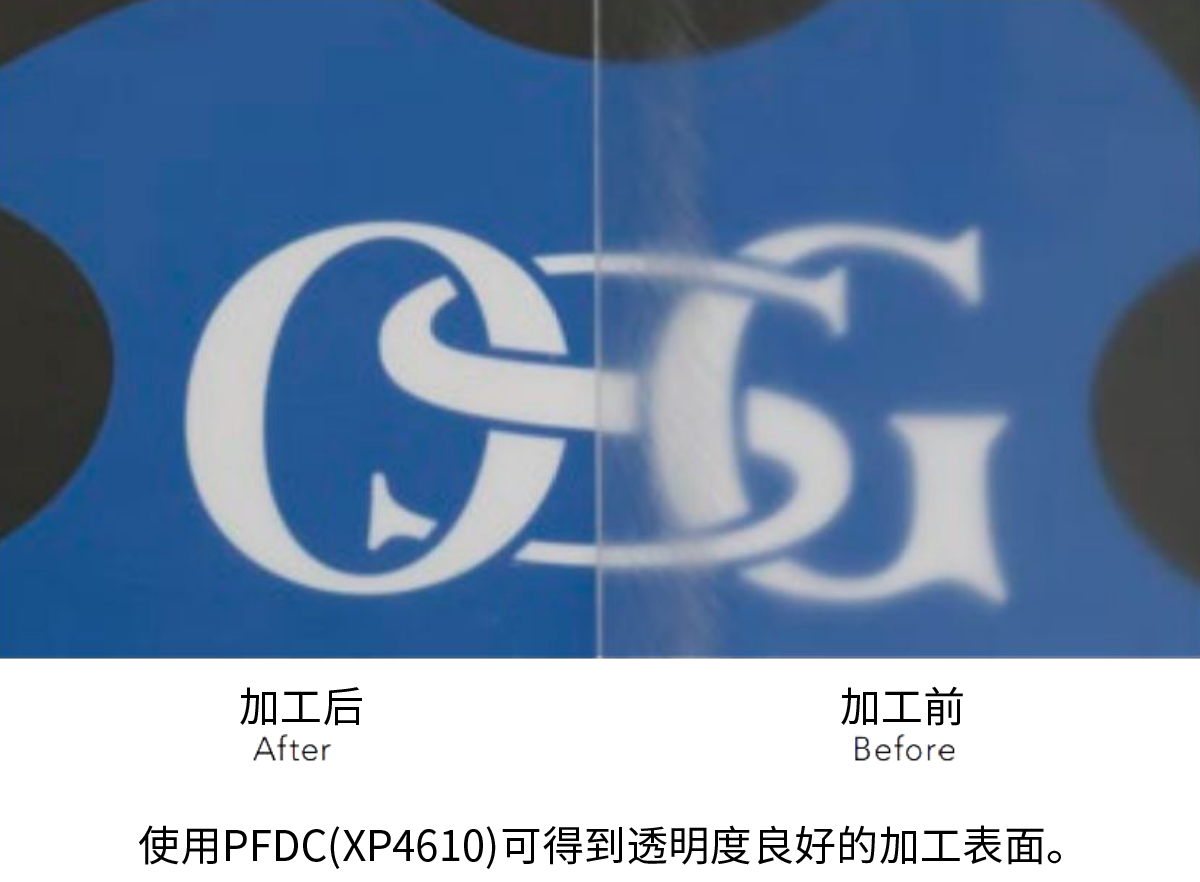
亚克力的高速、高质量加工
要求透明感的亚克力的正面切削加工。轻量且平衡度高的盘铣刀PFDC和单晶金刚石刀片的搭配,实现了高速、高质量的加工。
加工数据
加工案例
PEEK 树脂
高效率加工
[热可塑性树脂]
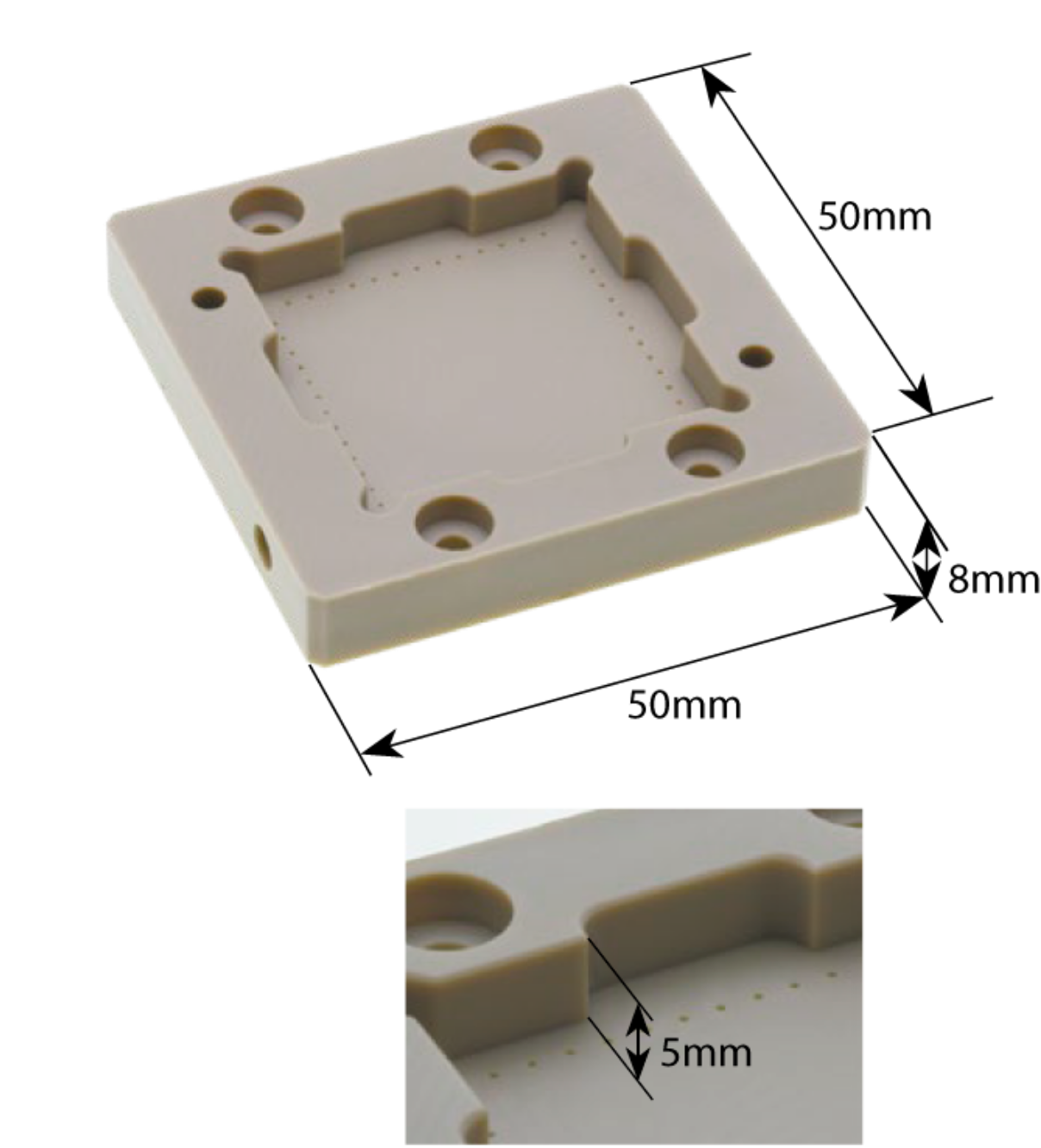
半导体插座模型加工
- 加工材料:PEEK树脂(30 wt%玻璃纤维强化等级)
- 主轴类型:BT30
- 使用机械:立式加工中心
- 切削油剂:气冷式
| 使用工具 | 加工方法 | 切削速度 (m/min) |
进给速度 (mm/min) |
切削深度 | |
|---|---|---|---|---|---|
| ap (mm) |
ae (mm) |
||||
|
刀体:PFDC09R125M25.4-5(125x5刃) 刀片:SDHT09T308FR-NM(XP4610) |
平面加工 | 1,000 (2,540min-1) |
838 (0.066mm/t) |
0.9 | 50 |
| AE-TS-N φ10×30 | 外周侧面加工 | 60 (1,910min-1) |
375 (0.065mm/t) |
8 | 0.45 |
| DLC-ETL φ3 (非标品) | 内侧粗加工 | 90 (9,550min-1) |
2,865 (0.1mm/t) |
2.4 | 2 |
| DLC-ETL φ2 (非标品) | 槽加工 | 60 (9,550min-1) |
3,820 (0.13mm/t) |
2.4 | 2 |
| DLC-ETL φ2 (非标品) | 内侧半精加工 | 60 (9,550min-1) |
3,820 (0.13mm/t) |
0.5 | 1.2 |
| MRS-GDL φ0.5 | 型腔内孔加工 | 10 (6,360min-1) |
95(0.015mm/rev) Step Feed=0.2mm(G73) |
5 | - |
| CA-SCC φ0.8×45°×3 | CO.2倒角加工 | 90 (9,550min-1) |
955 (0.05mm/t) |
0.2 | 0.2 |
| ADF-2D φ6.5 | 沉孔加工 | 40 (1,950min-1) |
390 (0.2mm/rev) |
3 | - |
| EX-SUS-GDS φ3 | 孔加工 | 40 (4,240min-1) |
382(0.09mm/rev) Step Feed=2mm(G73) |
5 | - |
| EX-SUS-GDS φ4 | 孔加工 | 40 (3,180min-1) |
382(0.12mm/rev) Step Feed=2mm(G73) |
5 | - |

[热可塑性树脂]
使用单晶金刚石刀片的亚克力超精加工
- 使用工具:PFDC09125M22-5 φ125(1刃)
- 使用刀片(材质): SDHWO9T3ADFR(MCD)非标品
- 加工材料:亚克力
- 切削速度:3,000 m/min(7,643 min-1)
- 进给速度:382 mm/min(0.05mm/rev)
- 切削深度:ap=0.02mm ae=100mm
- 切削油剂:无
- 使用机械:立式加工中心(BT30)
- 刃数:单刃 其他的刀片是为了确保平衡而安装的
[热可塑性树脂]
亚克力(铸造板)的正面切削加工
- 使用工具:PFDC09R125M22.5(φ125×5刃)
- 使用刀片(材质):SDHTO9T308FR-NM(XP4610)
- 加工材料:亚克力(铸造板)
- 切削速度:2,000m/min (5,000min-1)
- 进给速度:762mm/min (0.03mm/t)
- 切削深度:ap=0.2mm ae=100mm
- 切削方向:顺铣
- 切削油剂:气冷式
- 使用机械:立式加工中心(BT30)

[热可塑性树脂]
MC901(尼龙)的正面切削加工
- 使用工具:PFDC09R125M22.5(φ125×5刃)
- 使用刀片(材质):SDHT09T308FR-NM (XP4610)
- 加工材料:MC901(尼龙)
- 切削速度:2,750m/min (7,000min-1)
- 送给速度:3,500mm/min (0.1min/t)
- 切削深度:ap=0.2mm ae=100mm
- 切削方向:顺铣
- 切削油剂:气冷式
- 使用机械:立式加工中心(BT30)

PTFE 树脂
高效率加工
[热可塑性树脂]
阀体加工
- 加工材料:PTFE树脂
- 主轴类型:BT30
- 使用机械:立式加工中心
- 切削油剂:气冷式
| 使用工具 | 加工方法 | 切削速度 (m/min) |
进给速度 (mm/min) |
切削深度 | |
|---|---|---|---|---|---|
| ap (mm) |
ae (mm) |
||||
| EX-SUS-GDS φ8 | 孔加工 | 40 (1,590min-1) |
382(0.24mm/rev) Step Feed=3mm(G83) |
- | - |
| AE-TS-N φ10×30 | R1/4外螺纹部粗加工 | 90 (2,860min-1) |
1,716(0.2mm/t) | 8 | 5 |
| AT-1 9.67×14.7 Rc19 | R1/4-19外螺纹加工 | 80 (2,890min-1) |
723 | 9.71 | - |
| CA-SCC φ0.8×45°×3 | C0.5倒角加工 | 50 (5,300min-1) |
530(0.05mm/t) | 0.5 | 0.5 |
| ADF-2D φ10.9 | 底孔加工 | 40 (1,169min-1) |
383(0.33mm/rev) | 11 | - |
| AT-1 9.67×14.7 Rc19 | Rc1/4-19内螺纹加工 | 80 (2,890min-1) |
723 | 9.4 | - |
| CA-SCC φ0.8×45°×3 | C0.5倒角加工 | 50 (5,300min-1) |
530(0.05mm/t) | 0.5 | 0.5 |
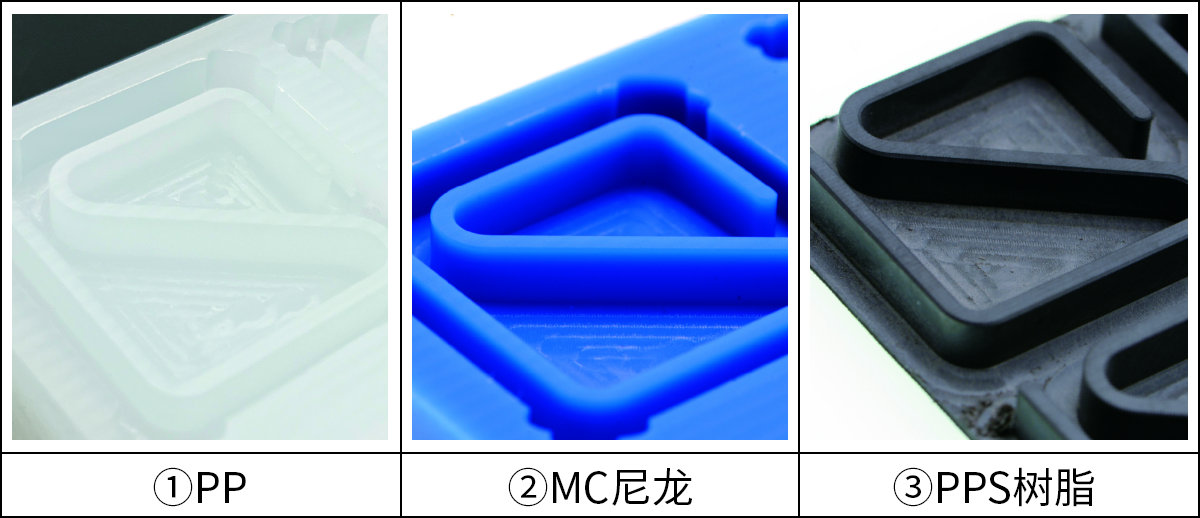
PP树脂
MC尼龙
PPS树脂(GF:40wt%)
[热可塑性树脂]
高效率、高质量的形状加工
- 使用工具:AE-TL-N φ3×9-SP
- 加工材料:PP树脂
MC尼龙
超级工程塑料PPS树脂(GF:40wt%) - 使用机械:立式加工中心
- 切削油剂:气冷式
- 工件固定方法:双侧固定
| 加工方法 | 插铣加工 | 槽加工 | 型腔加工 | 侧面精加工 |
|---|---|---|---|---|
| 切削速度 | 80m/min (8,500min-1) |
80m/min (8,500min-1) |
80m/min (8,500min-1) |
80m/min (8,500min-1) |
| 进给速度 | 300mm/min (0.035mm/rev) |
2,040mm/min (0.08mm/t) |
2,040mm/min (0.08mm/t) |
1,020mm/min (0.04mm/t) |
| 切削深度 | ap =1mm(5次)+0.7mm | ap =1mm(5次)+0.7mm | ap =1mm(5次)+0.7mm ae =1.5mm |
ap =5.7mm ae =0.3mm |

[热硬化性树脂]
酚醛纸板的正面切削加工
- 使用工具:PFDC09R100M22-4(φ100×4刃)
- 使用刀片(材质):SDHT09T308FR-NM (XP4610)
- 加工材料:酚醛纸板
- 切削速度:2,200m/min (7,000min-1)
- 送给速度:2,800mm/min (0.1min/t)
- 切削深度:ap=0.2mm ae=80mm
- 切削方向:顺铣
- 切削油剂:气冷式
- 使用机械:立式加工中心(BT30)
×

单击此处进行查询
如果您想咨询技术问题,请微信扫描以下二维码,联络省份对应的技术人员。
如果您需要购买我司产品或咨询订单相关问题,请联络下方分公司/事务所。